

Fast 3D printing: new technology from liquid
In a recent article a new technology for fast 3D printing from liquid was explained: Computed Axial Lithography (CAL). see below
If anyone has interest, please let me know through the contact button.
Here is the article:
How the CAL 3D printing process transforms liquids to solid objects in minutes
Tomographic reconstruction, concurrent printing and the serendipity behind successful collaboration
Science and serendipity are not always concepts that fit well together, but when it comes to the idea behind Computed Axial Lithography (CAL), it has certainly played a role. About three years ago we had the idea to adapt the principles underlying the 3D imaging technique of computed tomography to create a rapid new 3D printing technique that could fabricate objects all at once.
The idea might initially have seemed a little crazy, but when graduate student Brett Kelly brought a group of disparate experts together from the University of California at Berkeley and Lawrence Livermore National Laboratory – we realised it could actually work.
Introducing CAL
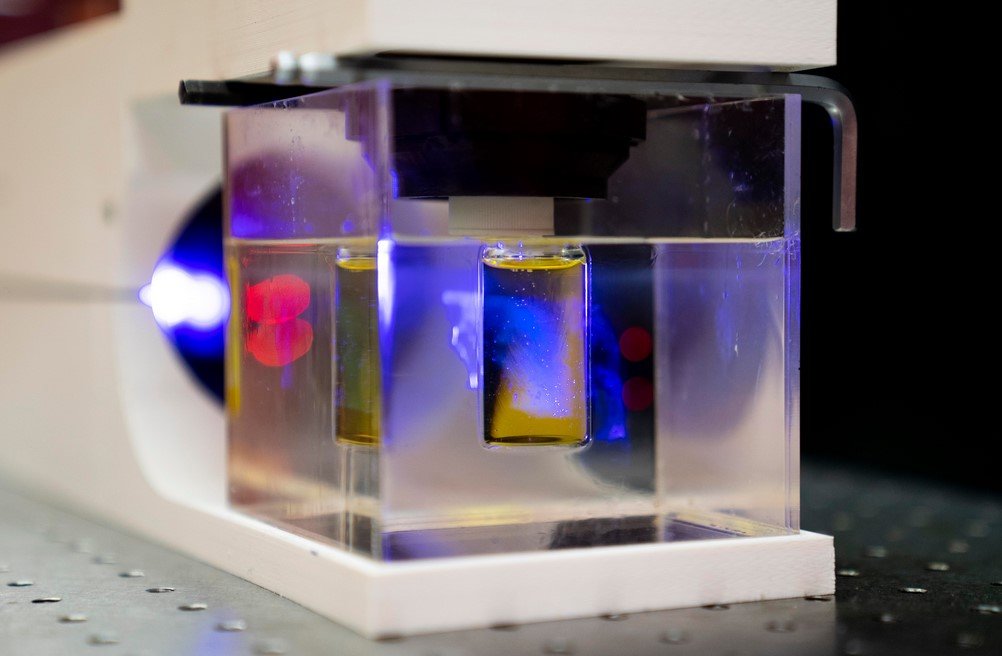
Our team was inspired by the widely used imaging technique of computed tomography, in which x-rays are projected through solid objects from many angles and software interprets the transmitted signals to build up a 3D image of what lies inside the object. We started to experiment with how we could use related principles to create tangible 3D objects by projecting patterns of light from many angles into a volume of photosensitive material. CAL was therefore, in a sense, conceived by turning the principles behind computed tomography on their head. It works by projecting a dynamically evolving pattern of light into a rotating volume of photosensitive material to form an object based on the cumulative dose of the illumination.
The process takes anywhere between 30 seconds and a couple of minutes to print an object. We have printed structures ranging up to between 5 and 10cm in diameter, and with features down to about 0.3mm. Existing methods like stereolithography would take multiple hours to print similar objects.
For an explanatory video, please check: https://youtu.be/jcwYFBeetH0.
CAL uses commerically available digital video projection hardware to achieve these fast build times. Its sophistication lies in its software, which translates a digital model of the desired object into a series of images that are shone, in sequence, all the way through the material in the rotating print volume. The rotation coupled with the rapidly changing light pattern allows the light dosage to be fully controlled in three dimensions. When the total amount of light energy received at a given point in the material exceeds a threshold, the liquid solidifies and the part is formed. To produce sharp features, the thresholding response of the material needs to be strong, and this is provided by uniformly dissolved oxygen which initially inhibits solidification but is consumed as the light dose accumulates.
Reusing resin
Another positive about oxygen inhibition is the clear route it provides to regenerating unused resin. Following the printing process, any unused resin can be drained out of the volume and exposed to air to allow the oxygen content to reach its original equilibrium state once again. The thresholding behaviour is reliably recovered and the resin can be reused, reducing material wastage.
Scaling up
We are investing a lot of effort into scaling up the process to larger printing volumes. In CAL, light passes all the way through the printing volume and is absorbed at a far gentler rate than in traditional light-based printers. We anticipate that this property means that we will be able to scale up the size of printed objects by increasing the power of the illumination source, without necessarily greatly increasing the printing time. Using a simple model that extrapolates from our existing experiments, we anticipate being able to print a 0.5m diameter part with features down to 0.1–0.2mm, while processing material at several litres per minute.
Another important step in scaling up the printing volume may be to move to a configuration in which the rays of light fan out from the projector rather than travelling parallel to each other as at present. Making this change would enable us to print objects much larger than the projector. Another important consideration is that as common resins solidify they undergo shrinkage which manifests itself as a change in optical properties, potentially scattering light inside the printing volume. We will need to think more about these effects as we scale up in size and complexity.
Smoothing out the rough edges
Speed and scalability are not the only advantages of CAL. The rough edges associated with the layer-by-layer printing of standard additive processes are literally smoothed out. By essentially printing whole objects in one go, no layering is needed, which translates to no ridges and smoother builds, which are ideal for consumer products.
We’ve printed soft structures with exceptionally smooth surfaces into gelatin methacrylate hydrogel. By printing an entire object concurrently, our method also eliminates the need to design and build solid support systems or scaffolding, even for overhanging features. We can print into high-viscosity fluids which inherently support the object being printed, translating to less post-processing time in the removal of supports.
As the object is not moving relative to the liquid during printing, it is not limited by fluid flow, which means that we are able to use CAL to print into materials that have a higher viscosity, broadening the range of material properties that can be accessed. By avoiding fluid flow during printing, we can even print into very soft and delicate materials, like the gelatin methacrylate, which may open new applications in bioprinting of soft tissues.
Overprinting for customisation
In addition to the smooth nature of prints using CAL, the method also enables you to print an object around a pre-existing object, for example – printing a plastic handle onto a steel screw driver. This ‘overprinting’ capability provides the opportunity to ‘mass customise’ consumer products, such as personalised grips for tools or sporting equipment as well as user-designed ergonomic features. It also lays the groundwork for easier multi-material fabrication.
Projecting carefully crafted patterns of light onto a rotating cylinder of liquid solidifies the desired shape “all at once”, as opposed to traditional 3D printers which must produce objects layer-by-layer. Image: Adam Lau/Berkeley Engineering)
The speed, material range and versatility that can be accomplished with CAL can potentially be translated into a vast range of real world applications – from medical, dental and biomaterials to consumer products. What we have achieved so far has only been possible because of the diverse expertise of our team: in optics, photochemistry, computation and mechanical design. It was a team that came together quite serendipitously though some chance interactions on campus, and there was a real joy in watching both the team and the technology take shape.
Hayden Taylor is an Assistant Professor in the Department of Mechanical Engineering at the University of California, Berkeley.
To learn more about CAL in action and hear Hayden present, register for this year’s Additive International conference at the Nottingham Belfry on 10th– 11th July.


It is truly a nice and useful piece of information. I’m satisfied that you just shared this
useful information with us. Please stay us up to date
like this. Thank you for sharing.